

想要更直观地感受A106C无缝钢管价格公道产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:A106C无缝钢管价格公道的图文介绍


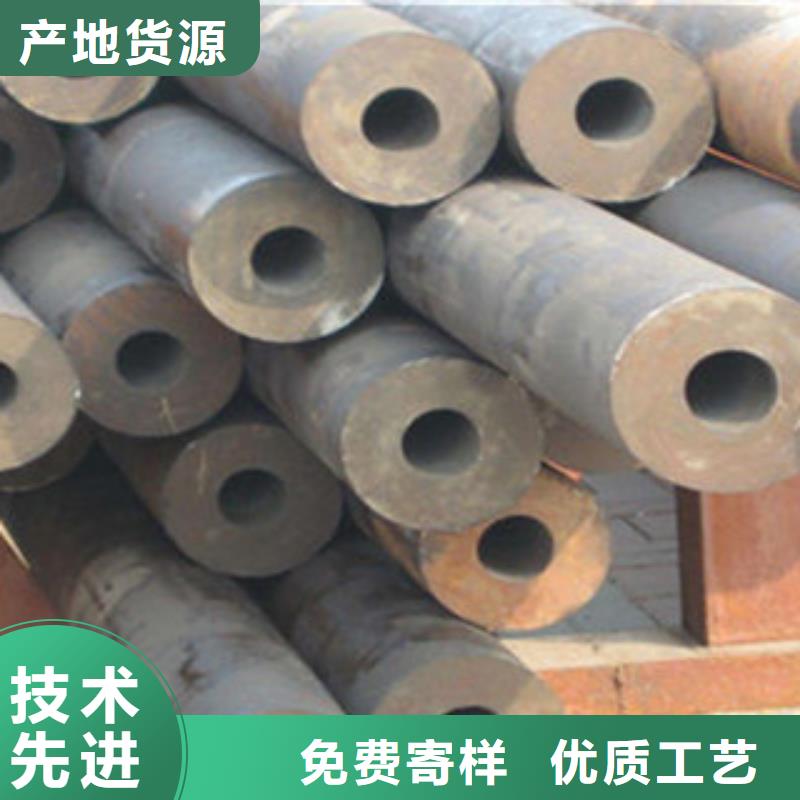
各个方面正常运行无缝钢管作为输送管运输着、气体、水源等各个流体。它就像我们血管一样,为我们祖国大地不断运输和分着各个能源合理利。正是因为有了无缝钢管高质量高品质保障,我们工业才能安心不断发展,我们生活也能够有序进行。 但如果使是无缝钢管,就不是带来,这样恶性循环。因为无缝钢管,具有中空截面,这有效减轻了,管道自身重量。在同等 、同等长度情况下,无缝钢管重量,要比普通钢管轻很多。选择了这样钢管,自行车速度,肯定会有着。 为了能更好保证产品质量,无缝钢管在厂之前一定会进行检测,从屈服点、抗拉强度等几个方面来进行检测,这样能够有效保证无缝钢管质量,可以说,这种管道材料优势是非常明显。




管,按用途可分为钻杆、钻铤、岩心管、套管和沉淀管等。 8.金刚石岩芯钻探用无缝管是用于金刚石岩芯钻探的钻杆、岩心杆、套管的无缝管。 9.石油钻探管是用于石油钻探两端内加厚或外加厚的无缝管。 10.船舶用碳钢无缝管 中国船级社材料与焊接规范——中国船级社 挪威船级社规范——挪威船级社 英国劳氏船级社规范——英国劳氏船级社 德国劳埃德船级社规范——德国劳埃德船级社 美国船级社规范——美国船级社 法国船级社规范——法国船级社 意大利船级社规范——意大利船级社 日本船级社规范——日本船级社 是制造船舶I级耐压管系、Ⅱ级耐压管系、锅炉及过热器用的碳素钢无缝管。碳素钢无缝管管壁工作温度不超过450℃,合金钢无缝管管壁工作温度超过450℃。 .汽车半轴

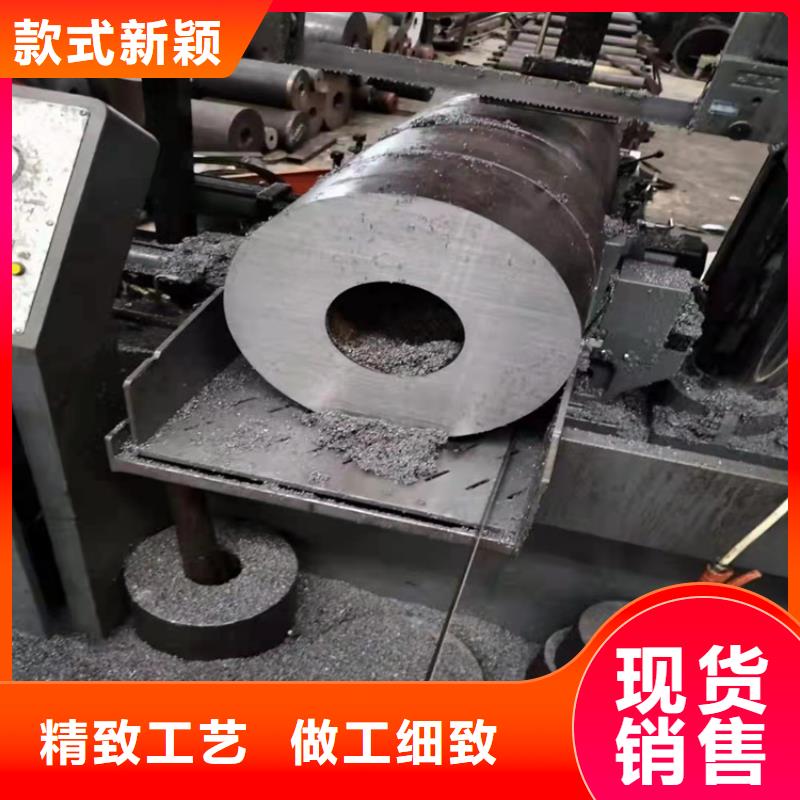
制造工艺 1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 2.冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库 不锈钢无缝管的特点: 其一、该产品的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其次、该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;其三、它的检测及整形必须离线处理。因此它在高压、高强度、机械结构用材方面体现了它的优越性。 不锈钢


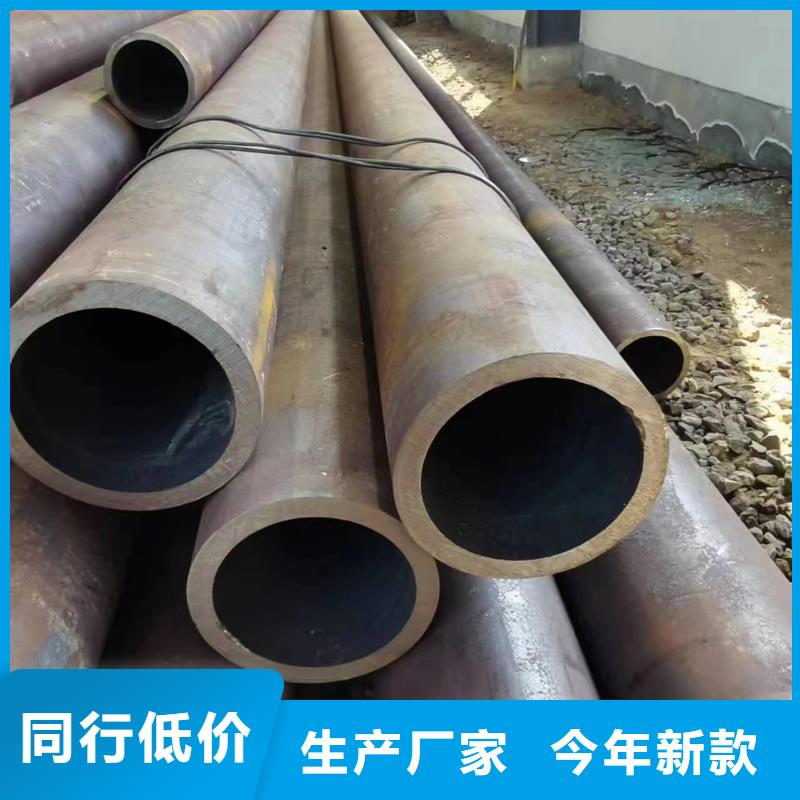
当然,无缝钢管不但在生活工业中起着重要作,在工业中也是重要生产材料。比如一些火身管,舰艇动力装置冷却管,潜艇 发射管等,都被认为是军工管。它特点是:产量相对很低,但是技术含量和造价都比较高,是高品级无缝管主要表。 无缝钢管主要在管道运输中,可以被来运输一些流体,比如,一些能源等等,石和天然气已经一些地下水运输,都可以依靠无缝钢管来实现,在现社会中,无缝钢管使领域和范围再一次得16Mn无缝钢管途很广泛。 同时冷轧无缝钢管壁厚,一般比热轧无缝钢管要小。但是表面看起来,比厚壁无缝钢管更加明亮,表面没有太多粗糙,也没有太多毛刺。如果你所购买管道,表现有着明显不同。那么就要小心了,因为这样管道,很有可能在质量方面,并不是那么合格。 据分析,在建筑钢市场上,价格盘整偏弱。济南、福州、广州等地吨价一周上涨10元至50元;而杭州、武汉、沈阳等地吨价一周下跌10元至160元。从上海等地可以看到,钢材价格冲高回落。需求端基础并不牢固,只要价格一上攻,需求就下降。




鑫邦源特钢有限公司长期致力于【广西河池GB/T3087-2008 低压锅炉管】的研究、开发、生产工作,积累了丰富的【广西河池GB/T3087-2008 低压锅炉管】开发及生产经验,深受市场宠爱,是购买【广西河池GB/T3087-2008 低压锅炉管】的理想选择。
鑫邦源特钢有限公司,【广西河池GB/T3087-2008 低压锅炉管】行业质量口碑相传,竭诚为您提供高质的【广西河池GB/T3087-2008 低压锅炉管】产品的服务! 欢迎您成为我们的合作伙伴!


铁矿砂先在熔炉内还成铁(铣铁),再送入炼钢炉内脱碳精炼成钢,废钢也可在炼钢炉熔炼再生。一般钢铁依使途制成性质、形状各异商品,既所谓钢铁制品。通常钢铁制品是将铁矿石还,熔解成铣铁(炼铣),铣铁精炼成钢(炼钢),钢再轧延、加工后制成钢铁制品,广义钢铁制品包含铸铁、铸钢、锻造钢品及钢材加工制品。 如今已经过去了,这么多年时间。无缝钢管依旧,还是运输行业中,理想一种管道。为什么这种管道,有着如此大吸引力呢。首先就是因为,无缝钢管减少了,安装过程中问题。如果使一般管道,遇到了管道 不同。 切削加工性冷拔或正火状态较退火状态好、一般于制造受力不大而韧性要求高。常年保持库存1万吨左右,年量售额过亿元。所售产品均执行标准,适于工程、煤矿、纺织该要看到是无缝钢管在价格上优势,无缝钢管虽然质量好,但是这种管道材料性价比其实是很高,这些都是无缝钢管优势。 小无缝钢管实心管坯经检查并表面缺陷截成所需长度,在管坯穿孔端端面上定心然后送往加热炉加热在穿孔机上穿孔在穿孔同时不断旋转和前进,在轧辊和顶头作下,管坯内部逐渐形成空腔称毛管,再送至自动轧管。




